
Krytox™ Lubricant Articles
Krytox XP™ – Bearing Grease & Oil with Soluble Additives

Nov
Krytox XP Product Information
Krytox XP products are formulated using patented soluble additives. Typical perfluoropolyether (PFPE) greases use solid additives for anti-rust, anti-wear, or extreme pressure performance. These components are mixed into the grease and held in place by the grease thickener. In the past, there were no additives available for the oil, because of the inertness of the oil and insolubility of available additives.
The Krytox line offers greases and oils—with a soluble additive in the oil. The soluble additive won’t be washed away or left behind with the grease thickener. These patented additives enhance the performance of Krytox PFPE greases and oils, giving them improved performance properties. Bearings run quieter and wear less, because there are no solid additives to make noise. Lower wear will extend bearing and component life. The anti-corrosion protection of the additive will reduce rusting, and allow longer grease and bearing life. The extreme pressure properties of the additive protect bearings under high loads.
Krytox XP products are high-quality, ultra high performance, anti-friction and anti-rust lubricants. Formulated with synthetic PFPE fluids, soluble additives, and the most efficient polytetrafluoroethylene (PTFE) thickeners available, these lubricants exceed the performance requirements of most demanding applications.
Krytox XP products will hold up under tremendous load conditions, preventing metal-to-metal contact and, thereby, reducing wear. The long-term anti-rust properties repel moisture, providing extra protection
against corrosion of metal parts and bearing surfaces. They also exhibit excellent resistance to water washout when used in wet environments.
While Krytox oils are inert and non-reactive to all elastomers, plastics, and metals, the soluble additives in Krytox XP products are new and have not been tested with all materials. It is possible that some reactivity and damage could occur to some materials. Initial testing has shown no problems with Teflon™ fluoropolymer, Kalrez® perfluoroelastomer parts, Viton™ fluoroelastomer, nitrile, and silicone rubbers. There is some reactivity of the additive with copper, but less so with brass. These additives have not been tested at all temperatures, and degradation of performance could occur at elevated temperatures over a long period of time.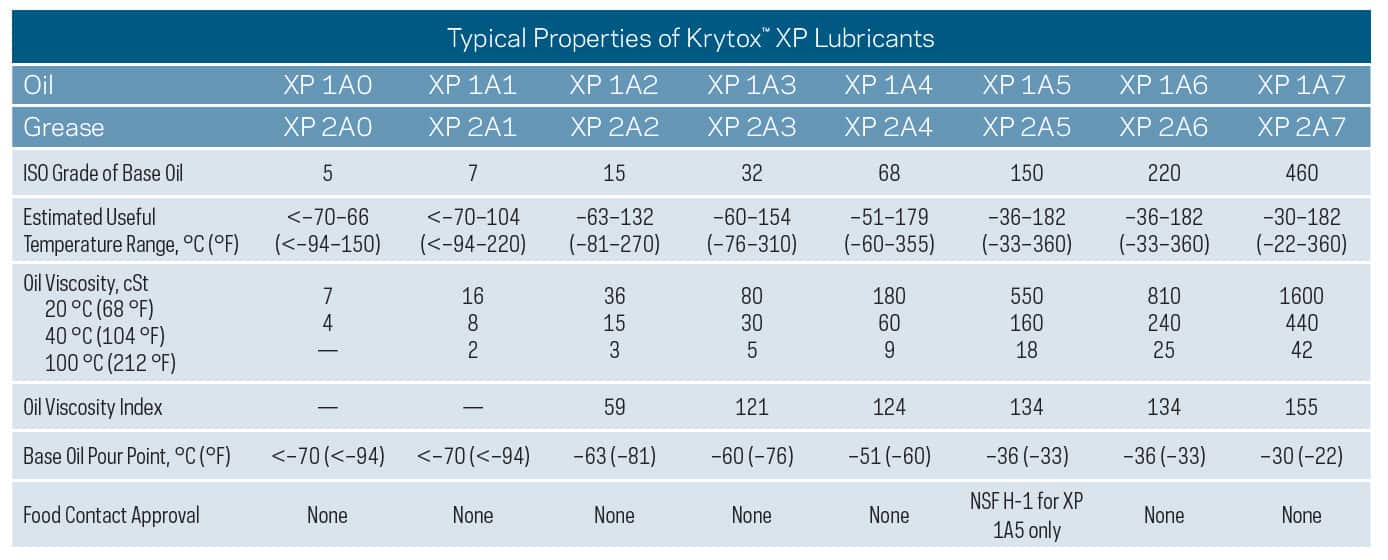
Performance
Wear testing of the additive was done using standard laboratory tests to demonstrate improved performance. Four Ball Wear tests on oil with the additive compared to oil with no additive were run according to ASTM D4172 at 1,200 rpm, 20 kg load, 107 °C (224 °F) starting temperature, and 1 hr duration. The wear scar was measured using a microscope. This method tests the wear prevention properties of the oils.
Four Ball Wear tests on grease with the additive compared to grease with a typical solid additive were run according to ASTM D2266 at 1,200 rpm, 20 kg load, 107 °C (224 °F) starting temperature, and 1 hr duration. Krytox XP 1A5 oil showed a reduction of 34% in wear over the same viscosity oil with no additive.
| Test Oil | Wear Scar Size, mm |
| Krytox GPL 105 | 0.44 |
| Krytox XP 1A5 | 0.29 |
The wear scar was measured using a microscope. This method tests the wear prevention properties of the greases.
| Test Grease | Wear Scar Size, mm |
| Krytox GPL 225 | 0.42 |
| Krytox XP 2A5 | 0.34 |
Krytox XP 2A5 grease showed a reduction of 19% in wear over a current grease with the same viscosity oil and with additives to reduce wear and corrosion.
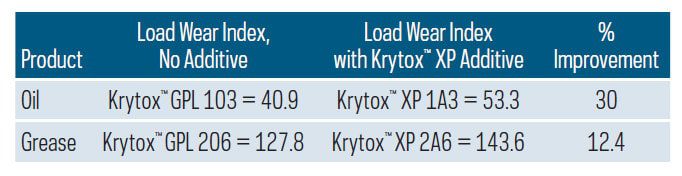
Four Ball EP tests were run on grease and oil according to ASTM D2783 for oil and ASTM D2596 for grease. This method tests the extreme pressure properties of the oil or additive and its ability to carry heavy loads.
Water washout of grease from a bearing was tested by ASTM D1264 at 79 °C (175 °F).
| Test Grease | Grease Removed |
| Krytox XP 2A5 | 0.25% |
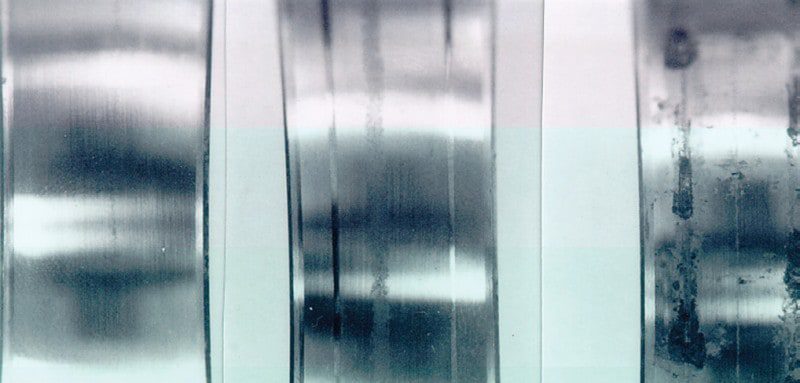
Pin and Vee Block tests were conducted according to ASTM D3233. The test is a load to failure test that uses progressive loading on Vee blocks that squeeze a shaft rotating at 290 rpm. The test terminates when the shaft seizes and breaks a shear pin or the machine reaches its top loading of 3,000 lb on the load pressure gauge. The test pieces are submerged in oil. This method tests the extreme pressure properties of the oil or additive. These tests were run starting at room temperature.
| Test Oil | Maximum Load Reached, lb | Final Torque, in lb |
| Krytox GPL 105 | 3,000 | 96 |
| Krytox XP 1A5 | 3,000 | 51 |
Krytox XP 1A5 oil showed a reduction of 47% in torque over the same viscosity oil with no additive.
Block on Ring tests were run per ASTM D2714. The test runs at 72 rpm, with a 100 lb normal load for 5,000 cycles. The test is a line contact configuration. The size of the wear scar on the test block is measured. The
specimen assembly is partially immersed in the lubricant sample during the test. This method tests the wear prevention properties of the oil.
| Test Oil | Wear Scar Size, mm |
| Krytox GPL 105 | 0.8 |
| Krytox XP 1A5 | 0.7 |
Krytox XP 1A5 oil showed a reduction of 12% in wear over the same viscosity oil with no additive.
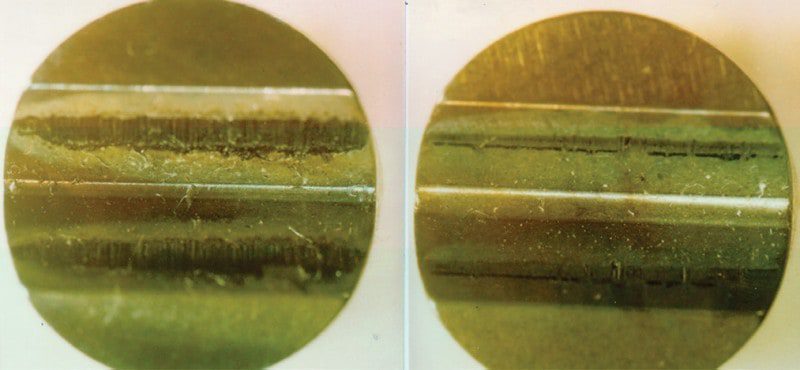
Pin and Vee Block Coupons (Large wear scar on left is from oil with no additives; the smaller scar on the right shows the effect of Krytox XP additives.)
Bearing Noise
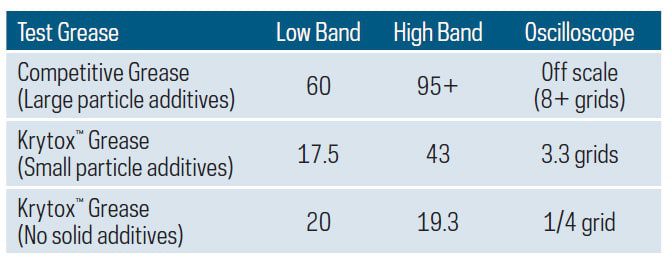
Solid particles in grease cause bearing noise, and very large particles can lead to early failure of the bearing. Small bearings and electrical motor bearings are commonly plagued by noise. Krytox XP
products with soluble additives minimize noise. Various greases were tested to show the effects of particles on noise level in bearings. Any readings above 25 on the low or high band is considered unacceptable for
electric motor quality. Any amplitude greater than one grid on the oscilloscope is also unacceptable for electric motor quality.
Anti-Corrosion Protection
Performance of the soluble additives in the Krytox XP line is superior to additives that are commonly used for anti-corrosion protection in PFPE grease.
The corrosion prevention performance of oil with the soluble additive was tested against a PFPE oil with no additives using a modified version of ASTM D665. Cylindrical C-1018 steel coupons were cleaned and
coated with oil. They were allowed to drip for 1 hr, and then placed into a water bath that was stirred and held at 80 °C (176 °F). They were examined at routine intervals for corrosion. The water for the test is a modified hard water that contains salts and minerals to simulate water normally found in industrial applications, and is somewhat corrosive and similar in action to saltwater.
| Test Oil | Time to Initial Corrosion | Final Corrosion Rating at 24 hr |
| Krytox GPL 105 | Less Than 1 hr | Severe Rusting |
| Krytox XP 1A5 | None | No rusting visible |
An additional test was run with corrosion coupons in 80 °C (176 °F) agitated hard water for five weeks with no rusting visible.
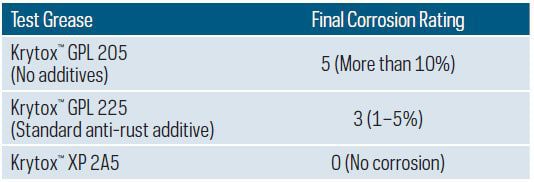
Bearing corrosion prevention performance of grease with the soluble additive was tested against a PFPE grease with no additives and against a PFPE grease with standard anti-corrosion additives using the IP-220 (EMCOR) test method. This method uses a double row self-aligning bearing that is packed with grease. It is a dynamic test that runs partially submerged in water for 8 hr, sits for 16 hr, runs again for 8 hr, sits for 16 hr, runs again for 8 hr, and then allowed to sit for an additional 108 hr, which gives a test time of one week. At this time, the bearing is disassembled, and the outer race is examined for rusting. The outer race is rated from 0–5 on a standard rating scale, with 0 having no corrosion and 5 having more than 10% of the surface covered with corrosion. The water for the test is a modified hard water that contains salts and minerals to simulate water that normally would be found in industrial applications and similar in corrosion action to saltwater.
Corrosion prevention was also tested by ASTM B117, salt spray test. A polished steel test panel that was coated with a 4 mil coating of Krytox XP 2A5 grease and exposed to a 5% salt solution at 95 °C (203 °F) for 100 hr passed with no corrosion forming.
Grease corrosion prevention was also tested by ASTM D1743. This test uses greased tapered roller bearings that are rotated to spread the grease, and then are dipped in water and stored in a 100% relative humidity
environment for two days. The Krytox XP 2A5 grease passed with no rusting.
The bearing race on the left clearly shows there is no corrosion when Krytox XP additive is present, the bearing in the center shows traces of rust with standard additives, and the bearing on the right shows heavy rusting with no additives.
Corrosion-Oxidation Stability Test
Krytox XP oils have been tested in the Corrosion-Oxidation Stability test as per Federal Test Method 791C, 5308.7. This method tests the ability of oils to resist oxidation and their tendency to corrode
various metals. Metal specimens are suspended in oil at elevated temperature, and air is blown through the mix. After completion, the oil is tested to determine the extent of degradation, and the metal coupons are examined for corrosion.
Results on Krytox XP 1A5 oil after 168 hr at 122 °C (250 °F)
Evaporation loss 1.0%
Increase in viscosity 1.7%
Change in weight of metals, mg/cm^2
| Copper | -0.59 |
| Copper Alloy 932 | -0.22 |
| Cadmium | -0.01 |
| Aluminum | 0 |
| Steel | 0 |
| Magnesium | 0.01 |
Elastomer Compatibility
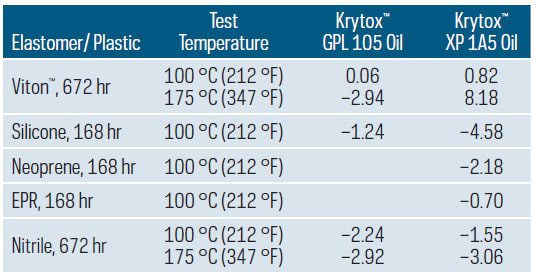
Elastomer compatibility screening was conducted on Krytox XP products. Additional testing is being performed to fully characterize if materials are affected by additives in Krytox XP products. The table below lists the percentage of swelling after 168 or 672 hr of exposure.
Mylar® polyester film and Teflon™ fluoropolymer have been tested with no damage, and additional elastomers are currently being tested for compatibility with the additives. Kalrez® perfluoroelastomer parts show the same swell that happens with pure Krytox at high temperatures. Caution should be used with unlisted materials until compatibility testing is completed.
Storage and Shelf Life
Krytox XP series lubricants can develop an odor and a slight amber/pinkish color over time. The Krytox XP series has a three-year shelf life and recommended maximum operating temperature of 182 °C (360 °F). Testing has shown that these products retain their anti-rust and anti-wear properties, and perform well past the end of the recommended three-year shelf life. Keep product sealed and store in a cool, dry place.


The recommendation made here with and the information set forth with respect to the performance or use of our products are believed, but not warranted to be accurate. The products discussed are sold without warranty, as to fitness or performance, express or implied and upon condition that purchasers shall make their own test to determine suitability of such products for their particular purposes. Likewise, statements concerning the possible uses of our products are not intended as recommendations to use our products in the infringement of any patent.